









Jiangsu Gist Technology Co., Ltd (dříve Dongtai Weifeng Machinery Factory, založena v roce 2012) Nová společnost byla založena v dubnu 2020. Sídlo společnosti je na adrese č. 1, průmyslová zóna, město Wulie, město Dongtai, rozloha 22 mu, plocha továrny přes 11 000 metrů čtverečních, celková investice 100 milionů jüanů. Stavba začala na začátku roku 2021 a byla dokončena na začátku roku 2022. Společnost je výrobcem kompletních automatizačních zařízení, který integruje vývoj, návrh, výrobu, prodej a poprodejní servis. Společnost disponuje týmem vysoce technicky zdatných konstruktérů a kvalitních prvotřídních zaměstnanců. Podle požadavků zákazníků lze pečlivě přizpůsobit různá vysoce přesná a inteligentní kvalitní výrobní zařízení.
Jako profesionální čínští Broušení CBN Výrobci a Broušení CBN Továrna, špičková inteligentní automatizační zařízení vyráběná naší společností se používají v oblastech klíčových součástí motorů, jako jsou lokomotivy, generátorové soustavy, důlní stroje, užitková vozidla, lodě atd. Udržujeme dlouhodobou spolupráci se zahraničními podniky, jako je společnost na výrobu součástí motorů, německá MAHLE, společnost pro správu energie, americká EATON, a dalšími zahraničními podniky, a vstoupili jsme do jejich globálního nákupního systému. Společnost má nezávislé právo na dovoz a vývoz a v posledních letech vyvezla zařízení do více než 20 zemí a regionů, jako je Německo, Japonsko, Turecko a Írán. Navázala úzké partnerství s hlavními domácími výrobci motorových ventilů: Chongqing Sanai Hailing Industrial Co., Ltd., Jinan Ward Auto Parts Co., Ltd., Dengyun Co., Ltd.-Huaiji Lunar Valve Co., Ltd. atd.
Společnost má více než 10 vynálezových patentů a více než 100 užitných vzorů. V roce 2022 byla oceněna jako národní high-tech podnik a v roce 2024 jako specializovaný a specializovaný podnik.
Společnost získala certifikaci různých systémů, jako je ISO9001:2015 systém managementu kvality, ISO14001:2015 systém environmentálního managementu, ISO45001:2018 systém managementu bezpečnosti a ochrany zdraví při práci, a zavedla požadavky na řízení různých systémů, neustále inovuje a zlepšuje, aby uspokojila komplexní potřeby zákazníků. Při dodržování zásad orientace na lidi, vzájemně výhodné spolupráce a zákaznického přístupu srdečně vítáme domácí i zahraniční zákazníky k návštěvě naší společnosti a poskytnutí rad!
Úvod produktu:
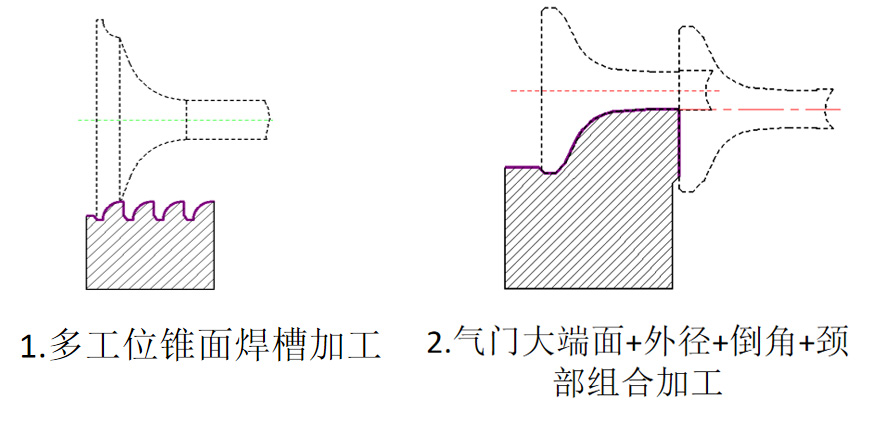
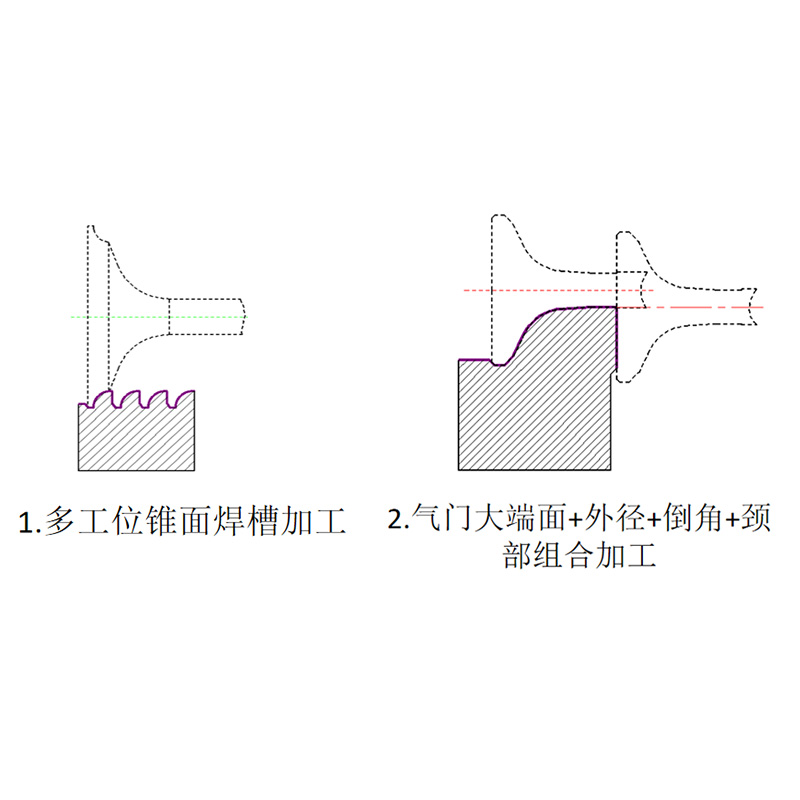
Tato řada produktů se používá pro povrchové zpracování upínacích drážky zámku motoru, krku, diskových kuželových povrchů, vnějších kruhů disku, koncových povrchů diskových kol a koncových povrchů tyče, jakož i pro vícedílné kombinované zpracování mletí.
Vhodné pro zpracování obyčejných slitinových ocelí a tepelně rezistentních slitinových ocelí, jako jsou 40CR, 4CR9SI2, 4CR10SI2M, 21-4N, 23-8N a NCF751 (niklská slitinová ocel).
Technická poznámka:
Maximální rychlost pracovní linie tohoto produktu může dosáhnout 180 m/s, což je pomalé formování a broušení. Broušení a obrobku mají velkou kontaktní plochu a vysokorychlostní poměr, který může dosáhnout vysoké rychlosti odstraňování materiálu, výrazně zlepšit účinnost zpracování a snížit náklady na zpracování a udržovat tvar mlecího kola během používání bez potřeby oříznutí.
Přesnost obrysu obrobního obrobku může dosáhnout 0,005 mm a matici broušení lze znovu použít.
Výhody produktu:
● Navrženo speciálně pro oblasti náchylné k opotřebení, což výrazně zlepšuje životnost broušení.
● Tvar vysokého přesnosti
● Broušení kola stabilizuje technologii Hizhong
● Dlouhý život brusného kola
● Výměna lze několikrát opakovat
● Proces elektrolektů s více vrstvami lze použít ve složitějších tvarech
| Zpracování dílů | Schéma zpracování | Specifikace d*t/t*h*w | Lineární rychlost | Drsnost obrobku |
| Povrchová drážka | 1.. Schéma zpracování drážky pro více stanice kužele | 380*(18-35)*φ160 | 80-150 | RZ10 |
| Velký koncový obličej vnější průměr zkosený krk | 2. Velká koncová plocha ventilu, vnější průměr, zkosení, kombinace krku | 500*(20-45)*φ203.2 | 150-180 | RZ10 |