
Průvodce slitinami s broušením bez středu
Cat:Díly stroje
Kategorie: Výroba pomocných produktů Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systé...
VíceVznik vitrifikovaných vázaných kubických brounů nitridu (CBN) kola poskytl řešení pro vysoce přesné broušení kužele. CBN (kubický nitrid borů) je po diamantu druhým nejtěžším materiálem a vitrifikovaná vazba propůjčuje na broušení vynikající tepelnou odolnost a strukturální stabilitu. Ve srovnání s tradičními brusnými koly patří hlavní výhody vitrifikovaných broušení kol CBN:
Extrémně dlouhá životnost: Odolnost proti opotřebení je více než 100krát větší než odolnost u broušených kol Corundum, což výrazně snižuje změny nástroje a doby oblékání.
Vysoká tepelná stabilita: Vydrží teploty přesahující 1400 ° C, což zabraňuje tepelné deformaci obrobku.
Vysoká přesnost retence: Nízká ztráta abrazivního zrna zajišťuje dlouhodobou a stabilní přesnost obrábění.
Vysoce účinné broušení: zvyšuje rychlost odstraňování kovů o 30% na 50%, což významně zlepšuje účinnost produkce.
Vitrifikovaná broušená kola CBN jsou vysoce výkonné mleté nástroje vyrobené ze složení z abraziva nitridu kubického boru (CBN) a vitrifikovaného pořadače. Tato jedinečná kombinace materiálu jim dává výjimečný výkon obrábění.
Vlastnosti abrasiv CBN
Nitrid kubického boru (CBN) je syntetický superhard materiál s krystalovou strukturou podobnou diamantu, sestávající z kovalentně vázaných atomů boru a dusíku. Abrasiva CBN mají následující vynikající vlastnosti:
(1) Extrémně vysoká odolnost proti tvrdosti a opotřebení
Mikrohardness může dosáhnout 4500 HV, sekundy pouze na diamant (10000HV) a více než dvojnásobek než Corundum (2000HV)
Odolnost proti opotřebení je více než 100krát vyšší než u běžných korudových abrasiv, což je obzvláště vhodné pro zpracování materiálů s vysokou tvrzení
(2) Vynikající tepelná stabilita
Odolnost s vysokou teplotou do 1400 ° C (diamant začíná oxidovat při 800 ° C)
Udržuje řeznou výkonnost při vysokých teplotách a nereaguje s kovy na bázi železa
(3) Dobrá chemická inertnost
Chemicky nereaguje s kovy, jako je železo, nikl a kobalt
Obzvláště vhodné pro zpracování železných kovů, jako je tvrzená ocel a vysokorychlostní ocel
Charakteristiky vitrifikované vazby
Vitrifikovaná vazba je klíčovým faktorem při určování výkonu broušení kol. Mezi jeho hlavní rysy patří:
(1) Vysoká tepelná odolnost
Sínovací teplota může dosáhnout nad 1200 ° C
Udržuje stabilní mechanické vlastnosti v rozsahu pracovní teploty
(2) Vynikající rigidita
Elastický modul dosahuje nad 100GPA
Malá deformace během broušení, která vede k udržení přesnosti zpracování
(3) kontrolovatelná pórovitost
Porozita 5% -40% lze dosáhnout nastavením vzorců
Porozita pomáhá při odstraňování a chlazení čipu a zabrání popáleninám obrobku
(4) Dobré sebeobrač
Abrazivní zrna mohou po pasivaci včas spadnout a odhalit novou ostrou hranu
Udržuje nepřetržitý a stabilní broušení
Jedinečná struktura keramických broušení CBN
Typická keramická broušení CBN přijímají vícevrstvý konstrukci struktury:
(1) Abrazivní vrstva
Koncentrace CBN je obvykle 75%-150% (objemová frakce)
Rozsah abrazivní velikosti: hrubé broušení #80- #120, jemné broušení #400- #2000
(2) přechodná vrstva
Zajišťuje pevné vazby mezi abrazivní vrstvou a substrátem
Tloušťka je obvykle 1-2 mm
(3) Maticový materiál
Hliníková slitina: lehká, vhodná pro vysokorychlostní mletí
Ocelová matrice: Vysoká rigidita, používaná pro broušení s těžkým zatížením
Výhody keramické vazby
Keramická vazba je anorganický materiál složený ze skleněné fáze a krystalické fáze. Mezi jeho výhody patří:
Vysoká rigidita: Odolnější vůči deformaci než pryskyřice nebo kovová vazba, vhodná pro vysoce přesné broušení
Vysokoteplotní odpor: udržuje stabilitu i během vysokorychlostního broušení (více než 120 m/s).
Vynikající ostražití: Po ochucení se abrazivní zrna padají pryč, odhalují čerstvě naostřenou hranu a udržují ostrost.
Srovnání s tradičními brusnými koly (korundum, diamant atd.)
Porovnání výkonu
Ve srovnání s tradičními brusnými koly nabízejí keramická broušení CBN značné výhody:
| Specifikace výkonu | Broušení korundu | Broušení z pryskyřice CBN | Vitrifikovaný broušení CBN |
| Maximální provozní teplota | 800 ° C. | 300 ° C. | 1400 ° C. |
| Poměr broušení (hodnota G) | 10-50 | 200-500 | 500-2000 |
| Maximální lineární rychlost | 80m/s | 100 m/s | 160 m/s |
| Rozměrová stabilita | Veletrh | Dobrý | Vynikající |
| Frekvence obvazu | Vysoký | Střední | Nízký |
Výběr a porovnávání broušení
Vyberte příslušnou koncentraci CBN na základě materiálu obrobku (pro tvrzenou ocel se doporučuje 100% -150%)
Zásady výběru velikosti štěrku:
Hrubé broušení: #80- #120
Polopevní broušení: #150- #240
Skvělé broušení: #400 a vyšší
Výběr typu pojivo (skleněná fáze/mikrokrystalická keramika)
Specifikace instalace
Použijte vyhrazenou přírubu, abyste zajistili rovnoměrně distribuovanou upínací sílu
Po instalaci je nutné dynamické vyvážení (zbytková nevyváženost ≤ 0,4 g · mm/kg)
Před počátečním použitím proveďte nečinný test (3 0 minut a postupně zvyšujte rychlost na provozní rychlost)
Klíčové body nastavení parametrů
Lineární řízení rychlosti:
Ocel: 80-120 m/s
Karbid: 60-100 m/s
Výběr sazby krmivy:
Hrubé broušení: 0,01-0,03 mm/mrtvice
Jemné broušení: 0,002-0,01 mm/mrtvice
Doba čištění jiskry: Během jemné fáze broušení proveďte alespoň tři mletí jisker.
Řízení chladicí kapaliny
Musí být použita specializovaná mletí tekutiny (pH 8,5-9,5).
Požadavek na průtok: ≥ 2 l/min na mm šířky broušení.
Přesnost filtru ≤ 25 μm. Pravidelně kontrolujte koncentraci (doporučené 4 -6%)
Specifikace obvazu na broušení
Výběr nástrojů pro oblékání:
Hrubý obvaz: jednobodové diamantové pero
Jemné dresink: Diamond Roller
Parametry oblékání:
Obvaz: 0,002-0,01 mm/zdvih
Poměr rychlosti obvazu: 0,6 až 0,8 (poměr broušení k válcovému lineární rychlosti)
Noste monitorování
Pravidelně kontrolujte stav povrchu broušení (každých 8 hodin)
Vytvořit systém monitorování broušení/monitorování síly a nastavit prahové hodnoty alarmů
Údaje o životnosti kol zaznamenávají (průměrný počet dílů zpracovaných na interval oblékání)
Ochranná opatření
Musí být nainstalován ochranný kryt (úhel otevření ≤ 180 °)
Operátoři musí nosit ochranné masky (chránit před prachem CBN).
Magnetický separátor musí být nainstalován v pracovní oblasti pro sběr kovových čipů.
Abnormální manipulace
Postup přebytku vibrací:
Okamžitě zastavte stroj.
Zkontrolujte radiální házení vřetena (měla by být ≤ 0,005 mm).
Znovu vyvážení.
Odpověď popáleniny:
Zkontrolujte úhel postřiku chladicí kapaliny.
Snižte rychlost krmiva o 20%-30%.
Řízení teploty a vlhkosti
Udržujte teplotu dílny 20 ± 2 ° C.
Relativní vlhkost 45%-65%.
Přesné mletí místnosti musí být udržovány při konstantní teplotě.
Opatření prevence vibrací:
Nainstalujte zařízení na základ odolný vůči vibracím (amplituda ≤2 μm).
Vyvarujte se zařízení ve stejné oblasti jako razítko.
Fenomén: Úhel kužele obrobku z tolerance (> ± 0,005 °)
Možné příčiny:
Ztráta strojní geometrické přesnosti (vodítka/vřeteno)
Nesprávné nastavení úhlu obvazu na mletí
Nedostatečná tuhost obrobku/příslušenství způsobující deformaci
Řešení:
Pomocí laserového interferometru zkontrolujte geometrickou přesnost obráběcího stroje (zaměření na osu z a osy X kolmé))
Rekalibrujte úhel komody na mletí (doporučuje se pomocí standardního rozchodu úhlu)
Přidejte další body podpory obrobku a přepněte do hydraulické svorky (ovládejte upínací sílu na 3-5 MPa)
Fenomén: kulatost> 2 μm
Možné příčiny:
Špatná dynamická rovnováha brusného kola
Opotřebení vřetena (radiální házení> 0,003 mm)
Nadměrné parametry broušení
Řešení:
Znovu vyvážit brusné kolo (cílová hodnota: G1.0)
Zkontrolujte radiální házení vřetena a v případě potřeby vyměňte ložiska (doporučují se keramická ložiska)
Upravit parametry:
Snižte lineární rychlost o 10%-15%
Snižte rychlost krmiva na 50% původní hodnoty
Fenomén: Pravidelné vlnící vzory (vlnová délka 0,1-0,5 mm)
Možné příčiny:
Vibrace systému broušení kol
Loose Machine Foundation
Broušení rezonance
Řešení:
Zkontrolujte a posilujte základ (vibrační hodnota by měla být ≤ 2μm/s)
Upravte rychlost otáčení, abyste se vyhnuli rezonanční zóně (určené analýzou spektra FFT)
Použijte nerovnoměrně rozmístěný brusný kolo (například typ spirálové drážky)
Příznak: Zbarvení povrchu obrobku (oxidace)
Možné příčiny:
Nedostatečné chlazení (nedostatečný průtok/tlak)
Póry ucpaného brusného kola
Nadměrná rychlost krmiva
Řešení:
Optimalizujte chladicí systém:
Zvyšte průtok na 15 l/min · mm (šířka broušení)
Použijte konstrukci duální trysky (jeden nahoře a jeden na dně, nakloněný při 15 °)
Vyčistěte póry broušení vysokotlakou vzduchovou pistolí (0,6 MPa stlačeného vzduchu)
Snižte rychlost krmiva o 30% a zvýšit počet lešticích cyklů (≥ 3)
Příznak: Životnost broušení je snížena o více než 50%
Možné příčiny:
Nesprávná abrazivní koncentrace
Změny v materiálu obrobku (např. Obsahující tvrdé fáze)
Nesprávné parametry oblékání
Řešení:
Upravit koncentraci CBN:
Vytvářená ocel: 100%-125%
Karbid: 75%-100%
Upravit parametry obvazu:
Snižte rychlost krmiva na 0,001 mm/mrtvice
Upravit poměr rychlosti obvazu na 0,4
Fenomén: Na povrchu brusného kola se objevují „plešaté skvrny“
Možné příčiny:
Nedostatečná síla vazby
Nadměrné nárazové zatížení
Koroze chladicí kapaliny
Řešení:
Použijte vysoce pevnou mikrokrystalickou keramickou vazbu
Optimalizujte metodu řezání (použijte šikmé řezání, úhel <5 °)
Změňte typ chladicí kapaliny (vyhněte se přísadům obsahujícím síru)
Fenomén: 30% snížení rychlosti odstraňování kovů
Možné příčiny:
Drupavost broušení
Nedostatečný broušení
Konzervativní procesní parametry
Řešení:
Implementace monitorování podmínek:
Nastavit prahovou hodnotu napájení (85% jmenovitého alarmu)
Použijte akustické emisní senzor ke sledování stavu broušení
Fenomén: rozměrová variace šarží> 0,005 mm
Možné příčiny:
Nahromaděná tepelná deformace
Chyba systému měření
Nekompenzované opotřebení broušení
Řešení:
Implementace kompenzace teploty:
Doba zahřívání stroje ≥ 2 hodiny
Nainstalujte systém řízení okolní teploty (20 ± 1 ° C)
Vytvořit mechanismus automatické kompenzace:
Spouštějte online měření každých 10 dílů
Automaticky opravte souřadnici osy Z prostřednictvím PLC
Nouzová opatření:
Okamžitě stiskněte tlačítko pro nouzové zastavení
Zkontrolujte integritu ochranného krytu
Příčiny vyšetřování:
Překročení rychlosti (zkontrolujte maximální štítk rychlosti)
Nadměrné instalační napětí (točivý moment příruby podle příručky)
Nouzová opatření:
Zkontrolujte hydraulický tlak svorky po vypnutí (obvykle 3-5 MPa)
Použijte sekundární roztok polohy (mechanické polohování pneumatického upínání)
Přidejte vizuální kontrolu k klíčovým procesům (pro potvrzení správného upínání)
Vytvořit monitorovací protokol:
Zaznamenejte křivku brusné síly po každém obvazu
Sledujte trendy života broušení kol (správa kontrolního grafu)
Správa náhradních dílů:
Udržujte nouzové nástroje pro obvazy kol (diamantové válce)
Vřeteno ložiskové náhradní díly (doporučené povinné výměny po 8 000 hodinách)
Keramické CBN Kolo Precision Cone Grunders jsou špičkové vybavení speciálně navržené pro obrábění vysoce přesných kuželových částí. Jejich hlavní funkce jsou následující:
Dosažení přesnosti obrábění na úrovni mikronu (kulatost ≤ 1 μm, tolerance úhlu kužele ± 0,003 °).
Může zpracovat celou řadu kuželových struktur:
Automobilový přenosový synchronizátor kužely
Mortise Motor Aircraft Motor a doplňkové kužely
Přesné nosné kužely
Kužely pro reliéfní kužely
Navrženo pro materiály s vysokou tvrdostí:
Tvrzená ocel (HRC60)
Slitiny s vysokou teplotou (Inconel 718 atd.)
Karbid (YG8 atd.)
Vyřešte problémy tradičních broušení kol, které jsou „neschopné brousit“ a náchylné k popáleninám
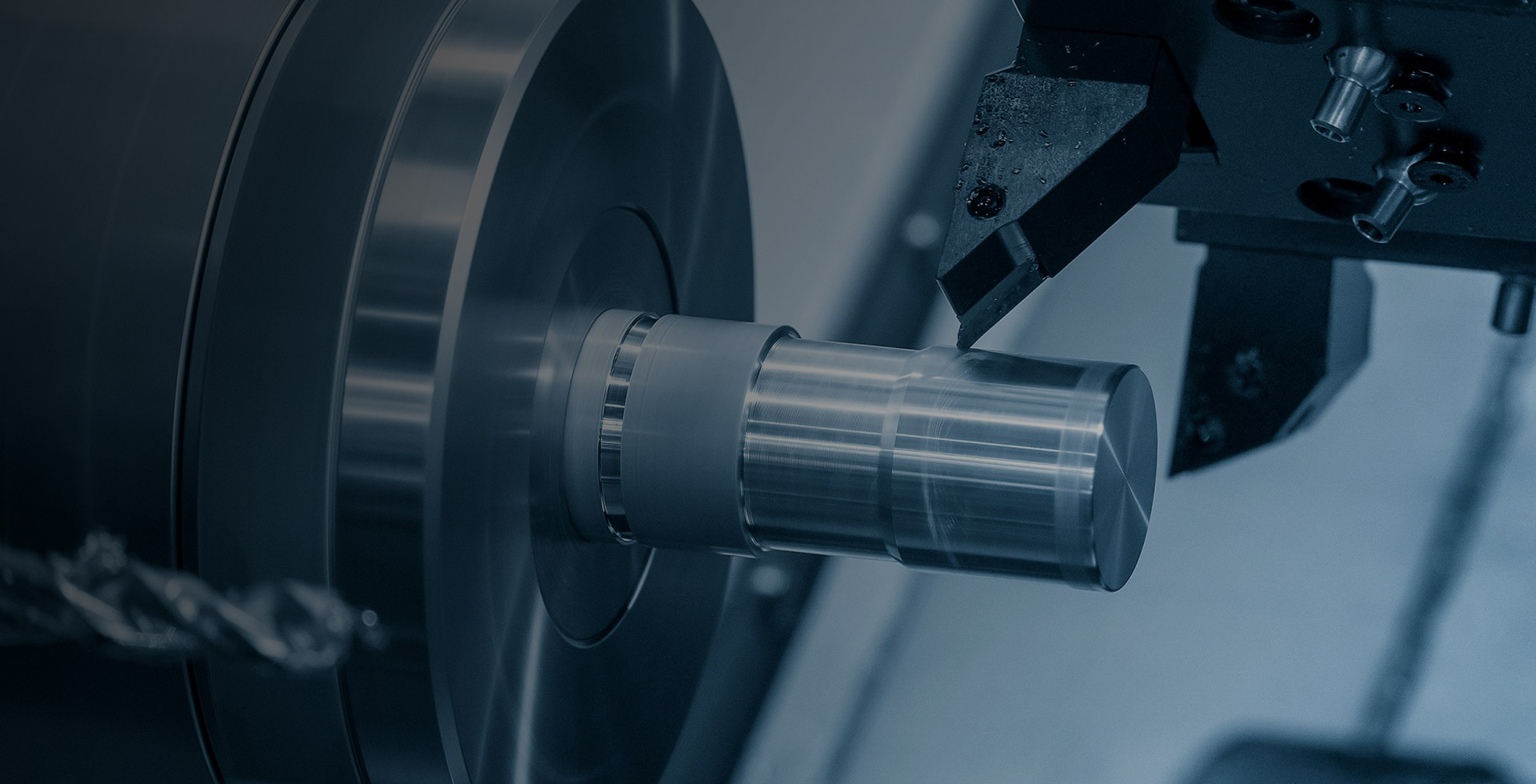
Integrovaný proces grindingu otáčení
Kompletní obrábění s více funkcemi v jednom nastavení upínání:
Kuželový válcový povrch
Koncová tvář zkosení
Profilování povrchové drážky
| Porovnání položky | Broušení korundu | Vitrifikovaný broušení CBN |
| Oblékání života | 50 kusů | 2 000 kusů |
| Celková životnost | 200 kusů | 50 000 kusů |
| Frekvence obvazu | Dvakrát za směnu | Jednou týdně |
Drsnost povrchu RA dosáhne 0,1 μm (zrcadlová povrchová úprava)
Žádná hloubka popáleniny <2 μm (konvenční broušení kol> 10 μm)
Zbytkové napětí kontrolované v rámci -200MPA (stav tlaku)
Významně zlepšená rychlost odstraňování kovů:
Vytvářená ocel: 2,5 mm³/mm · s (konvenční proces 0,8 mm³/mm · s)
Karbid: 1,2 mm³/mm · s (konvenční proces 0,3 mm³/mm · s)
Doba zkrácení cyklu zkrátila o 40%-60%
Porovnání spotřeby energie:
Konvenční mlýnek: 25kW · H/100 kusů
Grinder CBN: 8kW · H/100 kusů
Snížení odpadu:
Broušení čipů se snížilo o 80%
Spotřeba chladicí kapaliny se snížila o 50%
Vybaven online měřicím systémem (typ laseru/kontaktu)
Adaptivní kompenzační funkce:
Automaticky opravuje opotřebení broušení
Kompenzace v reálném čase za tepelnou deformaci
Digitální dvojčata předpovídá výsledky obrábění
Technologie nanokamických dluhopisů:
Pevnost v ohybu se zvýšila na 180 MPa
Odolnost proti teplu se zvýšila o 30%
Vícevrstvé kompozitní brusné kolo:
Základní vrstva: Matice s vysokou touhou
Přechodová vrstva: Materiál gradientu
Pracovní vrstva: Agregáty mikrokrystalů CBN
Kryogenní technologie broušení:
Teplota obrobku <150 ° C (konvenční proces> 400 ° C) dosaženo vysokotlakým chlazením proudu
Technologie potlačení vibrací:
Aktivní tlumicí systém řídí amplitudu vibrací do 0,5 μm
Funkce propojení pěti a osy:
Maximální spojovací počet os: x/y/z/osa/střed
Přesnost polohování: 5 μm 5 μm/300 mm
Modulární design:
Rychlá náhrada jednotky broušení (<10 minut)
Volitelné moduly funkce otáčení/frézování
Obrábění synchronizátoru přenosu:
Přesnost obrábění se zlepšila na DIN 5
Jednotkové náklady se snížily o 35%
Nové obrábění motorového hřídele motorového vozidla:
Dosáhnout tolerance přizpůsobení 0,005 mm
Eliminujte problém s hlukem spojeným s tradičním shromážděním
Mortise Blade Mortise a Terónové obrábění:
Únavová životnost se zvýšila o třikrát
Obráběcí cyklus se snížil z 8 hodin na 2,5 hodiny
Obrábění kužele přistávacího zařízení:
Povrchová integrita splňuje standardy AMS2420
Míra šrotu se snížila z 15% na 0,5%
Karbid vrták Zpětný úhel obrábění:
Cutting Edge Serration <3 μm
Životnost nástrojů se zvýšila o 50%
Vysoce přesné frézovací řezačky se zúženými stopkami:
Kontaktní oblast> 90%
Opakovatelnost upínání 1μm
Inteligentní upgrady:
Integrovaný systém optimalizace procesu AI
Vývoj modelu predikce stavu broušení kol.
Zelená výroba:
Průlom technologie suchého broušení
Vývoj rozložitelných pořadatelských materiálů
Ultra-přesné obrábění:
Dosažení drsnosti povrchu nanočástic (RA <0,05 μm)
Vývoj procesů odstraňování atomové úrovně
Abnormální přesnost obrábění se projevuje hlavně jako nadměrný úhel kužele a špatná kulatost. Nadměrný úhel kužele se obvykle vztahuje na odchylku více než ± 0,01 ° mezi skutečným obrobeným úhlem kužele a požadavkem na návrh, zatímco špatná kulatost označuje odchylku více než 2 μm od obráběného kruhového průřezu.
Pro nadměrný úhel kužele musí být nejprve kalibrována geometrická přesnost stroje. Doporučuje se použít laserový interferometr ke kontrole kolmo každé osy stroje, zejména kolmo mezi osy X a Z. Tento test by měl být proveden poté, co se provozní teplota stroje stabilizuje, obvykle vyžaduje zahřívací běh 1-2 hodin. Je -li detekována odchylka kolmého, měla by být opravena podle pokynů výrobce stroje. Toho je obecně dosaženo úpravou vodicí lišty lišty do 0,005-0,01 mm.
Očinek na broušení je také významným faktorem ovlivňujícím přesnost úhlu úhlu. Doporučuje se obvaz diamantového válce s rychlostí krmiva 0,002-0,005 mm. Po oblékání jsou vyžadovány nejméně tři leštící cykly bez jisker, aby se zajistila uniformita a ostrost abrazivních zrn na povrchu mletého kola. Pro vysoce přesné obrábění zúžení se před konečným obráběním doporučuje testovat grind jeden nebo dva obrobky. Pouze po dosažení uspokojivých měření může být hromadná výroba zahájena.
Špatná kulatost často úzce souvisí s podmínkou vřetena stroje. Nejprve zkontrolujte radiální házení vřetena, která by neměla překročit 0,003 mm pomocí indikátoru vytáčení. Pokud je tato hodnota překročena, může být nutné vyměnit vřetenová ložiska. Kromě toho musí být broušení dynamicky vyvážené podle standardů G1.0, přičemž nevyváženost je kontrolována do 0,4 g · mm/kg. Pro vysokorychlostní broušení (lineární rychlosti přesahující 80m/s) se pro sledování a úpravu v reálném čase doporučuje online dynamický vyvažovací systém.
Vady kvality povrchu obvykle zahrnují značky chatování, popáleniny a nadměrnou drsnost. Značky chatování lze kategorizovat jako pravidelné a náhodné.
Pravidelné značky chatování se obvykle objevují jako jednotné, periodické pruhy s vlnovou délkou mezi 0,1 a 0,5 mm. Tento typ problému je primárně způsoben vibracemi systému. Mezi opatření patří: přesně vyvážení broušení, aby se zajistilo, že splňuje standardy G1.0; nastavení rychlosti vřetena a pomocí analýzy spektra FFT k identifikaci rezonančních frekvencí, aby se zabránilo citlivým rozsahům rychlosti; a kontrola nadace obráběcího stroje, aby se zajistilo, že úrovně vibrací jsou pod 2 μm/s.
Náhodné značky chatování se jeví jako nepravidelné povrchové značky, což často ukazuje na možné opotřebení vřetena. V případě potřeby by měla být ložiska zkontrolována a vyměněna. Při výměně věnujte pozornost předpětí ložiska. Nadměrné předpětí může vést k předčasnému selhání ložiska.
Popáleniny jsou primárně způsobeny nadměrnými teplotami v mleté oblasti. Roztoky zahrnují: zvýšení průtoku chladicí kapaliny na nejméně 2 l/min na milimetr šířky broušení kola; Kontrola polohy trysky chladicí kapaliny, aby se zajistilo, že je zarovnána s kontaktní zónou broušení; Optimalizace parametrů broušení, náležitě snižování rychlosti krmiva a zvýšení počtu lešticích cyklů. Pro silné popáleniny může být nutné nahrazení vitrifikovaného brusného kola CBN s vyšší tepelnou vodivostí.
Nadměrná drsnost je často spojena s podmínkou broušení. Když se štěrk na mletí nudné, drsnost povrchu se výrazně zhoršuje. Je nutné oblékat broušení a po obvahu by se mělo provést testovací mletí, aby se ověřil stav. Pokud problém přetrvává, zvažte přechod na jemnější brusné broušení nebo snížení rychlosti krmiva o 50%.
Abnormality broušení kol se primárně projevují jako nadměrné opotřebení a abrazivní ztráta zrna. Nadměrné opotřebení brusného kola znamená, že jeho životnost je výrazně nižší, než se očekávalo, a potenciálně dosahuje pouze 50% nebo dokonce méně jeho normální životnosti.
Mezi hlavní příčiny nadměrného opotřebení patří nesprávná abrazivní koncentrace, změny vlastností materiálu obrobku a nesprávné nastavení parametrů oblékání. U obtížně materiálů, jako je tvrzená ocel, se doporučuje použít broušení s koncentrací CBN mezi 100% a 125%. Při slitinách obrábění obsahujících tvrdé fáze může být koncentrace snížena na 75% na 100%. Pokud jde o parametry obvazu, by se obvazové krmivo mělo snížit na 0,001 mm/zdvih a poměr rychlosti obvazu by měl být upraven na přibližně 0,4.
Zrušení štěrku se projevuje jako lokalizované „plešaté skvrny“ na povrchu brusného kola. Tyto lokalizované „plešaté skvrny“ jsou obvykle spojeny s nedostatečnou pevností vazby, nadměrnou nárazovou zatížení během obrábění nebo korozí chladicího kapaliny. Roztoky zahrnují: přepnutí na mletí s vysokou pevnou mikrokrystalickou keramickou vazbou; Optimalizace trasy obrábění pomocí zvýšeného vstupu méně než 5 °, aby se zabránilo dopadu způsobeným řezy pravého úhlu; a kontrola složení chladicí kapaliny, aby se zabránilo použití chladicích kapalin obsahujících korozivní přísady, jako je síra.
Reakce zlomeniny broušení kol
V případě zlomeniny broušení by měl operátor okamžitě aktivovat tlačítko pro nouzové zastavení, aby odpojil napájení stroje. Poté zkontrolujte integritu ochranného krytu, abyste zajistili, že by nikoho nemohly poškodit létající zbytky. Zkoumání nehod by se mělo zaměřit na: zda rychlost broušení překročí maximální rychlost uvedenou na štítku; Zda je montážní rovinnost příruby do 0,01 mm; a zda je broušení vypršeno nebo nesprávně uloženo.
Odezva selhání upínání obrobku
Selhání upínání obrobku může vést k vážným bezpečnostním rizikům a selhání obrobku. Mezi měření zlepšení patří přijetí systému s dvojitou polohováním: mechanické polohování, aby bylo zajištěno referenční polohu, hydraulické upínání, aby bylo zajištěno primární upínací sílu a pneumatické zablokování jako bezpečnostní prvek. Před zpracováním lze také přidat vizuální inspekci, aby se potvrdila, že ukončení obrobku je zavedeno.
Společná řešení problémů:
| Příznak | Možná příčina | Řešení |
| Vlnky povrchu obrobku | Broušení kola nevyváženost/vřetena opotřebení | Rebalance/nahradit ložiska |
| Přesnost úhlu úhlu | Ztráta geometrické přesnosti stroje | Překalibrujte úroveň stroje a vodítka |
| Nadměrné opotřebení broušení | Nadměrné parametry broušení | Snižte lineární rychlost o 15%-20% |
| Spálení obrobku | Nedostatečný chladicí/broušený otupělost | Zvyšte tok chlazení/nahrazení v čase |
| Snížená účinnost broušení | Póry broušení kol ucpané | Vyčistěte nebo obnovte speciální čisticí tyč |
Klíčové body denní údržby
Denní údržba je nezbytná pro zajištění dlouhodobého a stabilního provozu zařízení. Před začátkem každé pracovní směny je třeba provést následující inspekce: Koncentrace chladicí kapaliny by měla být zkontrolována pomocí refraktometru, aby se zajistilo, že koncentrace zůstává v rozmezí 4% -6%; Tlak vzduchového systému by měl být zkontrolován, aby se udržoval provozní tlak 0,5-0,7 MPa; a broušení by mělo být vizuálně zkontrolováno na praskliny, vady nebo jiné abnormality.
Údržba po posunu je stejně důležitá a zahrnuje: čištění pracovního stolu a magnetického separátoru k odstranění kovových třísek a abrazivního nahromadění; otřesení strážců směrnic, aby se zabránilo vstupování čipů na povrch vodicího hlediska; Zaznamenávání údajů o oblékání kol a počtu obrobků zpracovaných během posunu a udržování kompletního záznamu o provozu zařízení.
Plán pravidelné údržby
Týdenní údržba se zaměřuje na kontrolu mazacího systému vodicího hlediska, aby se zajistilo, že hladina tuku je nejméně 80% a že mazací linie nejsou omezeny. Hydraulický systém by měl být důkladně zkontrolován měsíčně, se zaměřením na diferenciál tlaku filtru. Pokud tlakový rozdíl přesahuje 0,3 MPa, musí být filtr vyměněn.
Systém vřetena by měl být čtvrtletně profesionálně zkontrolován pomocí vysoce přesného mikrometru k měření radiálního házení vřetena, který by neměl překročit 0,002 mm. Mělo by být také zkontrolováno zvýšení teploty vřetena; Po čtyřech hodinách nepřetržitého provozu by neměla překročit 15 ° C. Roční údržba vyžaduje, aby profesionální technik provedl úplnou kalibraci stroje a obnovil veškerou přesnost polohování podle továrních standardů.
Klíčová správa života komponent
Jako základní součást se ložiska vřetena doporučuje být vyměněna po 8 000 hodinách provozu, bez ohledu na stav povrchu. Slidery směrnice mají obvykle životnost pěti let a měly by být okamžitě nahrazeny, aby se zabránilo ztrátě přesnosti. Příruba broušení by měla být kontrolována točivým momentem každých 2 000 hodin, aby byla zajištěna bezpečná a spolehlivá instalace. Chladicí kapalina by měla být zcela vyměněna každé tři měsíce, aby se zabránilo zhoršení, které ovlivňuje výkon obrábění.
| Kategorie údržby | Položka údržby | Podrobnosti a standardy provozu | Cyklus | Záznamové požadavky |
| Denní údržba | Inspekce chladicí kapaliny | Kontrola koncentrace (4%-6%), pH (8,5-9,5), přesnost filtrace ≤ 25 μm | Na směnu | Zaznamenejte koncentraci a nečistoty |
|
| Vizuální kontrola broušení | Zkontrolujte praskliny, defekty a uvolněné abrazivní částice a čisté otvory vzduchu (0,6 MPA vzduchová pistole). | Každá směna | Pořiďte fotografie a archivujte jakékoli abnormality. |
| Zkontrolujte systém tlaku vzduchu. | Ujistěte se, že tlak je mezi 0,5-0,7MPa a že v potrubí nedochází k žádným únikům. | Každá směna | Zaznamenejte hodnotu tlaku. | |
| Týdenní údržba | Vodicí mazání kolejnice | Přidejte speciální tuk, vyplňte ≥ 80% | Týdně | Zaznamenejte mazací body a částky |
|
| Inspekce hydraulického systému | Zkontrolujte diferenciál tlaku filtru (<0,3 MPa) a hladinu oleje ve výrazném rozsahu. | Týdně | Zaznamenejte tlakový rozdíl a hladinu oleje. |
| Kontrola dynamického vyvážení broušení. | K kalibraci do G1.0 použijte dynamický vyvažovač (nevyváženost ≤ 0,4 g · mm/kg). | Týden nebo po změně brusného kola. | Zaznamenat nevyváženost. | |
| Měsíční údržba | Inspekce přesnosti vřetena | Změřte radiální házení (≤ 0,003 mm) a axiální hru (≤ 0,002 mm) | Měsíční | Uložit inspekční zprávu |
|
| Výměna chladicí kapaliny | Úplně vyměňte chladicí kapalinu a vyčistěte trubky a nádrž. | Každé tři měsíce | Zaznamenejte datum výměny a číslo modelu. |
| Geometrická přesnost stroje Kalibrace přesnosti. | Zkontrolujte svislost každé osy pomocí laserového interferometru (osy x/z ≤ 0,005 mm/300 mm). | Čtvrtletní | Udržujte kalibrační certifikát v souboru. | |
| Roční údržba | Přepracování úplného stroje | Zahrnuje broušení vodicí kolejnice, nastavení předpětí šroubu a testování izolace elektrického systému | Roční | Kompletní zpráva o údržbě |
| Klíčová správa života komponent | Výměna vřetena | Povinná výměna po 8 000 hodinách provozu pomocí keramických ložisek | Nashromážděno o hodiny | Zaznamenejte doba náhrady a dávka |
|
| Vyměňte vodicí kolejnice a posuvníky | Vyměňte každých 5 let nebo když se vyvíjí významná hra | 5 let | Zaznamenejte důvod náhrady |
| Kalibrace příruby broušení | Zkontrolujte rovinnost (≤ 0,01 mm). Točivý moment šroubu musí dodržovat pokyny výrobce. | Každých 2000 hodin | Zaznamenejte hodnotu točivého momentu | |
| Reakce na mimořádné situace | Crack broušení kol | Okamžitě zastavte stroj → Zkontrolujte ochranný kryt → Zkontrolujte problémy s rychlostí/instalací → Vyměňte broušení | V případě trhliny | Vyplňte zprávu o incidentu |
|
| Selhání upínání obrobku | Stop Machine → Zkontrolujte tlak svorky (3-5 MPa) → Zvýšit vizuální kontrolu → Optimalizovat polohování | Když k tomu dojde | Zaznamenat nápravná opatření |
Údržba opatření:
Nejprve bezpečnost: Před údržbou odpojte napájení a uvolněte tlak. Noste ochranné vybavení.
Nástroje: Používejte inspekční nástroje doporučené výrobcem (jako jsou laserové interferometry a dynamické vyvažovače).
Sledovatelnost dat: Potvrzení podpisu je vyžadováno pro každou operaci údržby a data budou archivována po dobu nejméně tří let.
Abnormální varování: Okamžitě vypněte stroj pro vyšetřování, pokud jsou detekovány problémy, jako je zvýšení vibrací nebo abnormální zvýšení teploty.
Odpověď:
Extrémně dlouhá životnost: Tvrdost CBN je na druhém místě pouze s diamantem a její odolnost proti opotřebení je více než 100krát větší než u broušených kol Corundum, což výrazně snižuje frekvenci náhrady.
Vysoká tepelná stabilita: CBN vydrží teploty až do 1400 ° C, což zabraňuje popáleninám obrobku (konvenční broušení kol selhávají při 800 ° C).
Vysoce přesná retence: Vitrifikovaná vazba vykazuje vynikající rigiditu, stabilní broušené síly a může dosáhnout kuželového kruhu menší než 1 μm.
Vysoká účinnost: Rychlost odstraňování kovů se zvyšuje o 30%-50%, což je vhodné pro obtížně strojové materiály, jako je tvrzená ocel a slitiny s vysokou teplotou.
Velikost štěrku:
Hrubé broušení (RA 0,8 μm): #80- #120
Jemné broušení (RA 0,1μm): #400- #2000
Koncentrace:
Kalená ocel: 100%-150%
Karbid: 75%-100%
Pořadač:
Keramika skleněné fáze: Obecné účely
Mikrokrystalická keramika: Požadavky na vysokou houževnatost
Odpověď: Kroky odstraňování problémů:
Dynamické vyvažování: Broušení musí být stupeň G1.0 (nevyváženost ≤ 0,4 g · mm/kg).
Zkontrolujte ložiska vřetena: vyměňte, pokud radiální házení> 0,003 mm.
Upravit parametry:
Snižte lineární rychlost o 10%-15% (např. Z 120 m/s na 100 m/s).
Snižte rychlost krmiva na 50% původní hodnoty.
Optimalizace upínání: Zvyšte body podpory obrobku a snižte převis.
Odpověď: Běžné příčiny a řešení:
| Příčina | Řešení |
| Nadměrné parametry broušení | Snižte rychlost nebo rychlost krmiva |
| Nedostatečná koncentrace chladicí kapaliny (<4%) | Doplňte koncentrát na 6% |
| Póry broušení kol ucpané | Vyčistěte vysokotlakou vzduchovou pistoli 0,6 MPa |
| Změnit materiál obrobku (obsahuje tvrdou fázi) | Použijte vyšší koncentraci (150%) nebo jemnější brusné brusky |
Odpověď:
Optimalizace chlazení:
Průtok ≥ 15 l/min · mm (šířka broušení)
Použijte vnitřně chlazené brusné kolo nebo dvojitou trysku (úhel 15 °)
Nastavení procesu:
Zvyšte počet lešticích cyklů (≥ 3 mletí bez jisker)
Snižte rychlost krmiva o 30%
Výběr broušení kol:
Pro zvýšení rozptylu tepla použijte broušení s vysokou porozitou (30%-40%).
Odpověď:
Kalibrace geometrické přesnosti stroje:
Použijte laserový interferometr ke kontrole osy X/Z kolmo (chyba ≤ 0,005 mm/300 mm).
Oprava úhlu obvazu na mletí:
K kalibraci diamantového válcového komody použijte standardní úhel bloku. Zkontrolujte rigiditu příslušenství:
Ovládejte upínací sílu při 3-5 MPa, aby se zabránilo deformaci obrobku.
Odpověď:
Nástroj pro oblékání: Doporučuje se diamantové válce (dlouhá životnost a vysoká přesnost).
Nastavení parametrů:
Rychlost krmiva: 0,002-0,005 mm/mrtvice
Poměr rychlosti obvazu: 0,4 až 0,8 (poměr broušení k válcovému lineární rychlosti)
Požadavky na broušení: Po oblékání jsou vyžadovány tři průkazy bez jisker.
Odpověď:
Test nečinnosti: Zvyšte rychlost postupně na provozní rychlost a běh po dobu 30 minut.
Dynamické vyvážení: Pomocí online vyvažovače se přizpůsobíte G1.0.
Test ověření broušení:
Proces 2-3 vzorky a zkontrolujte rozměry a kvalitu povrchu.
Na základě výsledků jemně upravte množství oblékání nebo parametry broušení.
Pravidelné značky chatování
Charakteristiky: Periodické pruhy s vlnovou délkou 0,1-0,5 mm
Lék:
Zkontrolujte vibrace nadace (měly by být ≤2 um/s)
Upravte rychlost, abyste se vyhnuli rezonančním frekvencím
Použijte nerovnoměrně rozmístěné brusné kolo (spirálová flétna)
Spálení povrchu
Kritéria: Vrstva zbarvení kyslíku
Klíčová protiopatření:
Zvyšte průtok chladicí kapaliny na ≥15 l/min · mm
Přijměte vnitřně chlazený design brusného kola
Snižte rychlost krmiva o 30% a přidejte tři další leštící průkazy
Abnormální opotřebení
Typický případ: Životnost klesá o více než 50%
Optimalizační řešení:
Upravte koncentraci CBN (100-125% pro tvrzenou ocel)
Modifikujte parametry obvazu (rychlost krmiva ≤ 0,001 mm/tah)
Abrazivní uvolňování zrn
Symptom: Na povrchu broušení se objevují „plešaté skvrny“
Příčina kořenů:
Nevýhody síly vazby
Dopad řezání pravého úhlu
Metody zlepšení:
Použijte mikrokrystalický broušení keramické vazby
Přijměte metodu řezání svahu <5 °
Rozměrová nestabilita
Klíčové kontrolní body:
Kontrola okolní teploty při 20 ± 1 ° C
Spusťte kompenzaci měření online každých 10 kusů
Vytvořit model kompenzace tepelné deformace
Crack broušení kol
Nouzové postupy:
Okamžitá nouzová zastávka
Zkontrolujte integritu ochranného krytu
Zkontrolujte, zda rychlost přesahuje limit
Létající obrobku
Preventivní opatření:
Použijte mechanické a hydraulické dvojité polohování
Nainstalujte vizuální potvrzovací systém
Denní inspekce:
Koncentrace chladicí kapaliny (4-6%)
Vzhled broušení (praskliny/vady)
Pravidelná údržba:
Týdenní: Mazání směrnice (mazací mazivo ≥ 80%)
Měsíční: Inspekce házení vřetena (≤ 0,003 mm)
Dodatek: Tabulka rychlé diagnostiky
| Popis problému | Položky inspekce priority | Časový limit |
| Značky chatter | Dynamické vyvažování/ložiska | Do 2 hodin |
| Popáleniny | Chladicí systém | Okamžité vypnutí |
| Rozměrová překročení | Kompenzace teploty | Odhodlání během směny |
Vrozené výhody stanovené vlastnostmi materiálu
Nasvědčitelné superabrasivy
CBN (Nitrid BORON BORON) se může pochlubit tvrdostí 4500 HV, sekundu pouze s diamantem, ale jeho vysokoteplotní stabilita (1400 ° C) daleko převyšuje diamant (který oxiduje při 800 ° C).
Typické srovnání: Při obrábění ztuhnuté oceli (HRC 60) je životnost kola CBN 100krát větší než korunské kolo.
Synergické účinky vitrifikovaných vazeb: Mikrokrystalická keramická struktura kombinuje rigiditu (elastický modul 100 GPA) s samostatnými vlastnostmi.
Říditelná pórovitost (5%-40%) zlepšuje rozptyl tepla ve srovnání s pryskyřičnými/kovovými vazbami.
Průlom v přesnosti
Stabilita nano-úrovně
Míra ztráty zrna abrazivního zrna <0,1%/hodinu, což zajišťuje následující i po 2000 cyklech:
Kulatost ≤ 1μm
Tolerance úhlu kužele ± 0,003 °
Řízení tepelné deformace
Tepelná vodivost je 1300 W/(m · K) a teplota mlecí zóny je o 200 ° C nižší než teplota broušení korun.
Měřená data: Teplota povrchu obrobku <150 ° C Při broušení slitin titanu (konvenční procesy> 400 ° C)
Technologický vývoj výhledové
Přirozené přizpůsobení pro inteligentní broušení
Vysoce předvídatelné chování opotřebení, vhodné pro:
Digitální modelování dvojčat
Adaptivní kontrolní algoritmus
Aktuální vedoucí řešení: Zbývající chyba predikce života broušení <3%
Zelené trendy výroby
Porovnání spotřeby energie:
Konvenční broušení: 25kW · H/100 kusů
Broušení CBN: 8kW · H/100 kusů
50% snížení spotřeby chladicí kapaliny

Kategorie: Výroba pomocných produktů Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systé...
Více
Kategorie: Výroba pomocných produktů Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systé...
Více
Kategorie: Speciální mlýnek na CNC ventilu Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015...
Více
Kategorie: Speciální mlýnek na CNC ventilu Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015...
Více
Kategorie: Centreless Grinder Přehled: Společnost implementuje a implementuje různé požadavky na správu systémů, neustále inovuje a ...
Více
Kategorie: Svařovací zařízení v plazmě Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Sys...
Více
Kategorie: Výroba pomocných produktů Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systé...
Více
Kategorie: Výroba pomocných produktů Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systé...
Více
Kategorie: Výroba pomocných produktů Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systé...
Více
Kategorie: Výroba pomocných produktů Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systé...
Více
 86-13584767515
86-13584767515
86-0515-89500828
 Č. 1, průmyslová koncentrační oblast, město Wulie, město Dongtai, provincie Jiangsu
Č. 1, průmyslová koncentrační oblast, město Wulie, město Dongtai, provincie Jiangsu
Produkt

