
Obyčejný broušený broušený broušený stroj
Cat:Broušení bez středu
Kategorie: Bezcitný mlýnek Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systém pro sprá...
Více01
Původ mlýnky na centrum
Původ mlýnku na centrum bez center lze vysledovat až do počátku 20. století. V té době se automobily rychle vyvinuly a více než 20 automobilových společností, jako jsou Mercedes-Benz, Ford a General Motors, bylo založeno jeden po druhém. Organizační forma pro výrobu automobilů vstoupila do výroby standardizace a montážní linky. Grinder bez centra se narodil pod požadavkem automobilového průmyslu pro vysoký objem přesných dílů.

Workshop pro výrobu automobilů na počátku 20. století
V roce 1921 společnost Cincinnati Milling Machine Company přijala pořadí mlýnek od společnosti Ford Motor Company, vyráběla na čas deset centerless grundders a doručila je Fordu 17. února 1922.

Cincinnati's Centerless Grinder doručený Fordu
Při narození mlýnku na bez centra se rozměrová přesnost a kulatost částí přímo zvýšila o jednu čtvrtinu a doba výroby klesla na jednu desetinu originálu. Tato technologie odstředivého broušení umožňuje nejen hromadnou výrobu, ale také umožňuje výrobu zaměnitelných částí.
02
Vývoj mletých strojů bez centra v naší zemi
V mé zemi začaly Centerless Grounders pozdě, ale vyvinuly se relativně rychle a zažily tři hlavní fáze: imitační produkce, samostatně a moderní design.
1. fáze produkce napodobování
1954-1960 byla fáze napodobování. V roce 1954 napodobovala továrna na stroj Wuxi Machine napodobování obyčejného mlýnku bez center M2075. V roce 1957 byl napodoben široký pískovský mlýnek M1075K.

Mé země Centerless Grinder (Obrázek Zdroj: Oficiální web továrny na stroj Wuxi Machine Machine)
2. Stage-Design Stage-Samo-Development of My Centerless Grinder M1025
V říjnu 1956 začala továrna na stroje Wuxi Machine navrhovat mlýnek M1025 pod vedením sovětských odborníků. Prostřednictvím společného úsilí techniků a starých pracovníků byly překonány různé technické potíže. V březnu 1958 byl sestaven nový produkt a bylo schváleno hodnocení.
Toto je mlýnka navržená továrnou na stroj Wuxi Machine a je to také samostatně vyvinutá mlýnka na centers v mé zemi. Úspěšný vývoj této mlýnky na bez centra nashromáždil mnoho cenných zkušeností pro následný výzkum a vývoj našeho mlýnku na bez centra.
Od roku 1961 do roku 1970 byly v Číně navrženy továrny na stroj na strojích Wuxi Machine Speciální mletí Tito označují zralost sebe-designu bezstarostných brusky v naší zemi. Během tohoto období, továrna na stroje Wuxi Machine, továrna na stroj Xianfeng, továrna se druhým strojem Benxi, továrna na stroj Changchun a další výrobci postupně vytvořili řadu běžných bezpodmínečných strojů.
3. Moderní scéna designu
S rozvojem vědy a technologie, od počátku 80. let, vstoupili do fáze moderního designu Centerless Groundders. Moje země nejen vyvinula novou generaci vysoce přesných brusky a vysokorychlostních středových bruslí, ale také aplikovala modulární design, statický a dynamický design konečných prvků, design podporovaný počítačem a optimalizační design na návrh mlýnek na bez centra.
03
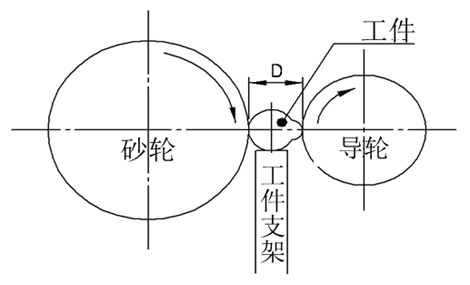
Pracovní princip a metoda mlýnku bez centra. Jak název napovídá, mlýnek na střed je typ brusky, který nemusí upínat střed obrobku, aby se rozdrtil. Je složen hlavně ze tří mechanismů: broušení broušení, vodicího kola (nastavovací kolo) a držák obrobku (paleta). Funkcí brusného kola je odstranit povrch z broušení a generovat požadovaný stupeň světla; Funkcí vodicího kola je ovládat rychlost rotace broušení; Držák obrobku se používá k podpoře broušení během broušení.
Podle metody krmiva pro obrobku existují tři metody broušení bez centra:
Metoda krmení křížového směru: Vhodné pro broušení více průměru nebo speciálních obrobků. Metoda skrze krmení: Má vysokou účinnost výroby pro broušení jehly, válcových válců a zužujících se válců. Metoda tangenciálního krmení: Schopnost brousit obrobku ve tvaru speciálního tvaru, jako je sférický válec.
04
Výhody a nevýhody mletí bez středu a válcového broušení
Víme, že mezi všemi brusci jsou válcové brusky široce používané strojové stroje a mohou zpracovávat různé válcové kuželové vnější povrchy a brusné povrchové brusky. Měli bychom tedy při zpracování obrobku vybrat broušení nebo válcové broušení bez centra? To vyžaduje pochopení jejich charakteristik a výhod a nevýhod.
Právě jsme zavedli pracovní princip mlýnky na centrum a následující jsou jeho vlastnosti.
1. Nepřetržité zpracování, není nutné zatahovat nástroj, krátký čas na upínání obrobků a vysokou produktivitu.
2. mechanismus polohy držáku a vodicího kola má lepší podporu tuhosti než běžné válcové brusky a mechanismus centrálního rámce a může být větší v řezném objemu, což vede ke zpracování štíhlých pracovníků hřídele, což usnadňuje dosažení vysokorychlostního mletí a silného mletí.
3. Obrobka vnějšího válcového mlýnku na středu je umístěna na polohovacím mechanismu vnějším válcovým brusky. Mnoho mletí je příspěvek v průměru obrobku. Proto je opotřebení broušení, kompenzace přívodního mechanismu a opakovaná chyba přesnosti polohování na řezném mechanismu na průměru a přesnost dílu je pouze polovinou ubytování běžného vnějšího válcového brusky. Není třeba vrtat centrální díru a je snadné dosáhnout automatického nakládání a vykládky.
4. Mechanismus prochází široký mletý kotě, který prochází mechanismem, který může pokaždé zvýšit příspěvek na zpracování. Při řezání do broušení lze složité povrchy umlčeny v sekvenci nebo více mletí kola, která má vysokou produktivitu a širokou škálu aplikací.

Ve srovnání s vnějšími válcovými brusky bez centra jsou následující vlastnosti:
1. Pokud jde o účinnost broušení, válcové broušení je mnohem horší než broušení bez středu, takže výrobní náklady jsou relativně vysoké.
2. Ve srovnání s odstředivým broušením jsou však výhody vnějšího válcového broušení také velmi zřejmé. Cylindrická chyba generovaná během zpracování soustruhu v přední části jádra válce; Za druhé, krokový hřídel může být umlčen; Pokud se jedná o CNC vnější válcovou mlýnek, může být také uzemněn na středních a vysokých nebo obloukových površích.
3. Pokud jde o celkovou válcovou přesnost, je válcové broušení obecně lepší než odstředivé broušení.
05
Zpracování mlýnek na uzděna bez centra lokomotiva ventilu motoru
Po zavedení výhod a nevýhod broušení bez středu a válcového broušení se podívejme na praktický případ aplikací.

Lokomotivní dieselový ventil motoru
Ventily jsou důležitou součástí provozu dieselových motorů. V sedmdesátých a polovině 80. let přijala společnost tradiční proces broušení válcování (metoda koncového umístění), ale protože poměr délky k průměru ventilu je větší než 10 (viz obrázek níže).
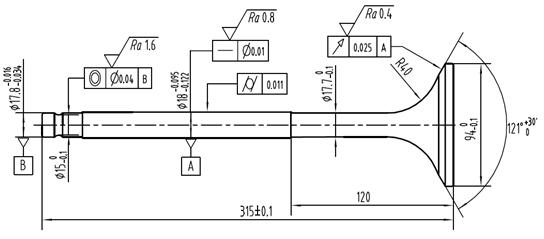
DF11 lokomotiva dieselového motorového ventilu
Tradiční metoda válcového broušení výrazně snižuje rigiditu systému broušení. Současně existuje obecně nerovnoměrnost ve velikosti ventilové tyče po broušení, zejména problémy defektů bubnování v tyčce a nízká účinnost zpracování nebyla dobře vyřešena.
V polovině osmdesátých let společnost představila japonské brusné stroje Centerless. Celková cesta technologie zpracování ventilu byla přepracována kolem tyče metodou broušení bez středu (metoda řezání broušení). V následném procesu zpracování se výhoda procesu mletí bez středu jasně odrážela, zejména v: Dobrá dimenzionální konzistenci tolerance (do 0,02 mm), dobrá drsnost povrchu jednotnost (jakákoli povrchová drsnost části tyče je v rámci RA0,35) a bezstarostné broušení může dosáhnout vysokých požadavků na toleranci polohy.
Společnost se dozvěděla z desetiletí zkušeností s hromadnou výrobou ventilů, že část ventilu přijímá mletí bez centra, je efektivní a pohodlná metoda zpracování dávek. S neustálým vývojem trhu s produktem ventilů mají dvě výrobní potrubí společnosti v současné době více mletých strojů bez centra (Microsa, Japonsko a Guangyang, Japonsko) pro část bezstarostného ventilu. Specifikace zpracování zařízení mohou provádět různé typy středně rychlostních dieselových mořských ventilů a mohou zákazníkům pomoci při výzkumu a vývoji vysoce nákladově efektivních ventilů motoru.

Grinder bez centra
06
shrnutí
Centerless broušení je vysoce výrobní efektivní metoda přesného obrábění v současných metodách mechanického zpracování. Tato metoda broušení může obrobku umožnit získat dobrou kvalitu zpracování povrchu, vysokou přesnost zpracování a vysokou účinnost zpracování. Je široce používán při zpracování kolíků, štíhlých tyčí a trubek s dlouhými průměry a je široce používán v oblasti výroby ložiska.
V posledních letech se továrny na stroje v mé zemi, které produkují bezpodmínečné brusky, udržovaly tempo s rozvojem časů a snažily se zlepšit výkon bezpodmínečných brusky. Přestože stále existuje určitá mezera se zahraničními pokročilými mlýnkami bez centra v aplikaci nových materiálů a výzkumem a vývojem nových technologií, výrobci mlýnek bez center, čelí potížím a snaží se překonat technické potíže, což vedlo k technologii mlýnů bez center, která se vyvíjela směrem k vysoce rychlostní, vysoce přesné, vysoce účinnost, ochranu životního prostředí a inteligenci. .

Kategorie: Bezcitný mlýnek Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systém pro sprá...
Více
Kategorie: CNC soustruh Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systém pro správu ...
Více
Kategorie: Speciální mlýnek na CNC ventilu Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015...
Více
Kategorie: Speciální mlýnek na CNC ventilu Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015...
Více
Kategorie: Vytváření slepého ventilu Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systé...
Více
Kategorie: Výroba pomocných produktů Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systé...
Více
Kategorie: Výroba pomocných produktů Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systé...
Více
Kategorie: Výroba pomocných produktů Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systé...
Více
Kategorie: Výroba pomocných produktů Přehled produktu: Společnost schválila certifikaci různých systémů, jako je ISO9001: 2015 Systé...
Více
 86-13584767515
86-13584767515
86-0515-89500828
 Č. 1, průmyslová koncentrační oblast, město Wulie, město Dongtai, provincie Jiangsu
Č. 1, průmyslová koncentrační oblast, město Wulie, město Dongtai, provincie Jiangsu
Produkt


